立體印刷工藝
日期:2019-08-26 16:39 作者:admin
立體印刷工藝
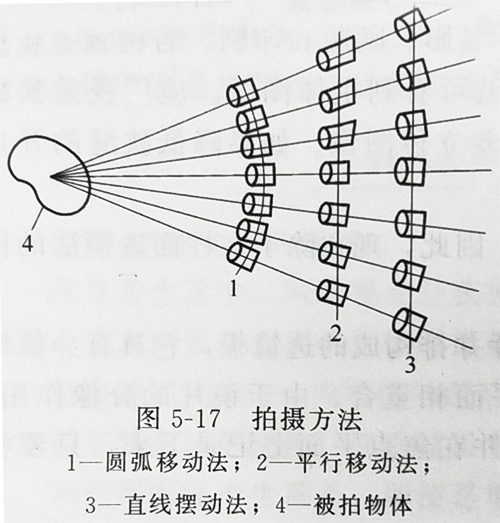
通過立體攝影����,在照相底片上獲得物體的立體信息,便可制版���、印刷,這是立體印刷的主要特點之一��。利用柱面透鏡法對原搞進行拍攝����,要從被拍攝物的多方向進行,由此可采用以下三種攝
影方式���,圖5-17所示�。
圓弧移印法:這種拍攝方式以被攝景物上的某點為圓心��,從此點到照相機的距離為半徑作圓弧,照相機沿此弧移動,連續(xù)或間斷地時物體進行拍攝���。
平行移動法,用平行移動式照機,對被播物體進行等離拍攝,隨著照相機平行移相機總是始終對準被拍攝物體的中間,這和方法不能保證拍攝精曳,只能用于要求不高的場合���。
直線擺動法,照相機一邊直線移動,一邊使其機頭技拍物體的中間擺動。這種拍攝方式會產生圖像的偏斜,是較為簡便的拍攝方法��。
在立體攝影中,攝影方法據(jù)是否使用生面透可將其分為兩種類型�����。
1.不用柱面透的的攝影方法
與普遮照相機一樣,相時不需在光前加掛面鏡,采用一邊移動照相機一邊拍攝的方法,如圖5-16所示��、然后,冉將各方向的圖像過面透鏡進行合成制成立體圖片隊此,各方向的圖像是不的單張院片,一般由6~9張組成��。這種攝影方式由如下兩種形式�����。
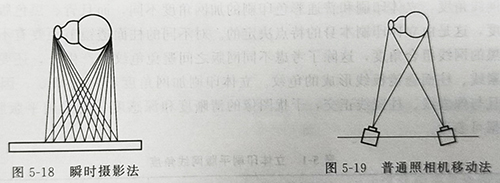
(1)瞬時攝影法���。利用帶有5個鎖頭相機進行拍攝,其原理如圖518所示,這是對運動的物體進行的方法��。拍攝后應進行合成,否則就不能形成立體圖片���。此外,當講行合時還可選擇不同的放大數(shù)行放大��。
(2)普通機移動法.在普通照相機上安裝電機驅動系統(tǒng)邊移動邊拍攝的方法,其原理如圖5-20.
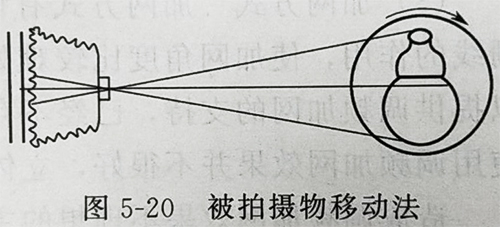
(3)黑相機平行移動法�。使用平行移動式照相機進行接冊,照相機鏡片操縱盤和彩色犢 屬于室內專用的照相設備,不能對運動的物體進行拍 平行移動,并總指向被拍攝物的中間,進行等距離的拍攝�����。此法拍攝可有良好的效果��。因這種照相機的制造比較復雜�����,其應用范圍受到限制�����,主要在室內拍攝作為專用設備使用�����。
(4)相機直線擺動法,照相機主體一邊沿導直線移動 邊使其機頭被拍攝物中間擺動,這種方法不僅適于在室內拍攝,也可在外拍攝�����。
(5)光圈移動達�。將上述(2)、(3)所用的照機的可運動部件減少,把被拍攝物限定在攝影室內近的距離之內,使用大口徑的片,鏡頭的光圈可以移動,能拍攝出各個方向的立體圖像�����。
制版與其印方式一樣,立體印過程也括分色,如網和等主要工序���。
1.分色
用立體攝影的照相底作為壓用原,因照相底片為記錄有物體立體信息的彩色片,在用分色進行分色可得四張分色片,分色時掃描線數(shù)一般在400線/cm以上��。
2.加網與曬版
(1)加網線數(shù)����,使用合適的加網線數(shù),是獲得必要的立體信息的重要條件,由于立體圖毛需要兒圖像合�����。印王案必規(guī)保證各圖像的信息不丟失,有足夠的信息量,因此保證每一個定滑滑地內每一的是信息量是一個網點,考慮到有加網角度的影響,還應該石當大網點數(shù)量,若采月平印,其網線數(shù)應在120線/cm以上��。
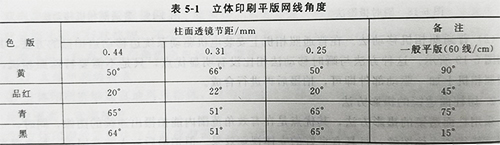
(2)網線角度�����,立印和告通彩印刷的網角度不同,而且青、黑色版要采用相同的網角,這是出字體日本身的物決的�。對不同的柱面透鏡節(jié)距要有不同的黃、品江L.晉,黑的網合角度,這第了不同網五之門漫免單紋的產生外,還要考慮各網屏角與像����、桂直造鏡板形的龜。立體印加網角度不宜選擇0°,因為橫向網線顯,且與素線�����、線止交,T比圖像的清度和深盛度,若采用平版膠印,表5小的數(shù)可參考�。
(3)網方式上網方式有(AM)和調頻網(FM)兩種方法,由于有光線的作用,使網角度較處理,育如網避開了這一問題,目前很多RIP都以提供調頓網的支持,已經不存在技術上的問題,但實際使用情況和有關資料顯示使用葡陵加網效果井不很好,空體感、圖橡的整體效都不如傳統(tǒng)的調幅加網����。
造成頻加網效果不理想的主要原天可能是由于輔加的網點位置是隨機的,不能很好地保證每一距內的網點數(shù)量,如果加大圖像的分率或使用較數(shù)的光,可能效集有所改善,一般講,理想的加網方式為合式網。
近幾年出現(xiàn)了專門用于桂光立體印刷的網拉術,如3D-R1P等,這種加網方式在網生時嚴格遵守“在每個光滑距內,從每幅圖上獲取的各列像素的灰度值應保持其相對獨性”的原,了各視圖之間的灰度值進行混合運算,從面有效提高了圖像的立體感和清����。由于該類型網點仍周于聚集態(tài)網點分布,繼承了幅兩點在制版印方面的技術優(yōu)勢。
(4)曬版為了較好地反映圖像層次,曬版時建議采用PS版,網版只需曬到8.5成點或9成點,否則印刷時易糊版��。在小幅面連曬時,由于曝光光源的溫度會引起原稿軟片的伸縮變形,造成前后幅的柵距變化,影響印刷套準精度,因此將分色片連制成整張底片進行曬版較好般規(guī)格的立體印刷制品,往往經過多面密附進行曬版,為保證原稿上的密附精度,采用專用多面密附制版設備,可提高立體印刷的精度��。
(三)印刷與印后加工
1.印刷
立體印刷的套準精度較高,為一般印刷的10倍左右����。為保證印品的套準精度,一般采用四色印刷機進行四色套印。印刷應選擇表面平滑度較高����、伸縮性較小的紙張,對印刷環(huán)境的溫度和相對濕度應進行嚴格控制。由于立體印刷曬版時網版只曬到8.5成點或9成點,為了達到9~9.5成點的印刷效果,立體印刷比平面四色印刷實地密度要高�。
平版膠印:Y為1.0~1.1,M為1.4~1.5,C為1.5~1.6
立體印刷:Y為1.33~1.35,M為1.31~1.33,C為2.0。
如果三色印墨疊印后接近中性灰,為減少第4次套印帶來的誤差,就不必再印黑版�����。
根據(jù)印刷要求,可選擇不同的版式進行印刷,無論采用哪種版式都應滿足以下要求
(1)不影響立體視覺,有良好的立體感;
(2)保證套準精度
(3)可實現(xiàn)大量復制
立體印刷采用平版膠印方式綜合性能好,適用于大量印刷�。珂羅版印刷在印刷清晰度和立體感方面具有一定優(yōu)勢,但僅用于小批量印刷。
2.印后加工
經印刷的印刷品,雖記錄了物體的立體信息,但還沒有對其立體信息進行顯示,觀察這樣的印刷品時還不能獲得立體視覺,因此,要經過后加工才能完成立體印刷�����。后加工是將聚氯乙烯薄膜貼附在印刷品表面上,用陰模壓制出柱面透鏡的工藝過程���。根據(jù)壓制方式不同,后加工主要有如下三種形式����。
(1)平壓貼合法采用平壓機,與柱面透鏡成型的同時,將聚氯乙烯薄膜貼附在承印物上的方法,如圖5-21所示,加壓后隨即進行冷卻�。這種印后加工方法,其柱面透鏡陰模的再現(xiàn)性良好
(2)輥式貼合法將卷筒式聚氯乙烯萍膜充分加熱.而后讓其與承印物重疊,并從冷卻陰模與壓輥之間通過,如圖5-22所示,與柱而透鏡成型的同時進行加壓貼合��。這種柱面透鏡成型方法生產效率較高,適用于大批量生產,但與平壓貼合法相比,陰模的再現(xiàn)性稍差一些���。
(3)后貼法由平壓機將柱面透鏡成型的硬質聚氯乙烯片用黏合劑貼附在印刷品表面上的方法,即先成型后貼合的方法。這種方法一般用于柱面透鏡大而厚的場合,當平壓貼合法和輥式貼合法不易實現(xiàn)時可采用這種方法,其成本較高,需用大的壓力才能制作出立體印刷品
不論何種復合成型方法,復合時要使光柵柱線和印刷品上相應的線對準��。這樣光柵版的凹凸面把印刷圖像等距離地分隔成無數(shù)個像素,并分別映入人的左右眼,使人看到有立體感的圖像��。